Проблемы резки микрокристаллического стекла
Понимание причин, по которым стеклокерамику так сложно обрабатывать, — это первый шаг к оптимизации производительности при нарезке с высокой точностью.
Непредсказуемое распространение трещин
Высокая твердость в сочетании с крайней хрупкостью приводит к быстрому распространению микротрещин. Традиционная резка вызывает непредсказуемые разрушения, которые ставят под угрозу структурную целостность.
Термические трещины, вызванные напряжением
Низкая теплопроводность приводит к концентрации тепла от трения. Это вызывает самопроизвольное растрескивание в процессе обработки, даже при низких механических нагрузках, что портит высококачественные заготовки.
Видимые сколы по краям
Механические удары в местах входа/выхода приводят к образованию зазубренных кромок. В случае оптических компонентов и безрамочных панелей даже незначительные сколы приводят к значительному проценту брака и разрушению конструкции.
Невидимые подповерхностные повреждения
Традиционная шлифовка приводит к образованию скрытых микротрещин под поверхностью. Эти скрытые дефекты ослабляют компоненты, вызывая неожиданные отказы в работе в течение длительного времени после завершения обработки.
Значительные материальные отходы
Широкий пропил, создаваемый обычными пильными полотнами, превращает дорогостоящее сырье в бесполезную пыль. Каждый миллиметр потерянного пропила напрямую приводит к тысячам долларов упущенной прибыли в годовом исчислении.
Нагрузка на постобработку
Шероховатые поверхности требуют интенсивной полировки для удаления поврежденных слоев. Эти трудозатраты и время, затрачиваемые на последующий этап, значительно увеличивают общую стоимость детали в аэрокосмической и лабораторной оптике.
Ограничения традиционных методов резки
Традиционные методы не позволяют одновременно обеспечить точность и качество поверхности. Приходится выбирать между скоростью резки, качеством кромки или выходом годной продукции — и часто приходится жертвовать всеми тремя параметрами.
Решение Zelatec: технология бесконечной резки алмазной проволокой.
Для решения проблемы присущей микрокристаллическому стеклу хрупкости мы отказались от традиционных методов высокоинтенсивной распиловки. Наше решение основано на высокоскоростном процессе «линейного контакта» с низким натяжением, разработанном для сохранения структурной целостности материала от первого этапа обработки до конечного завершения.
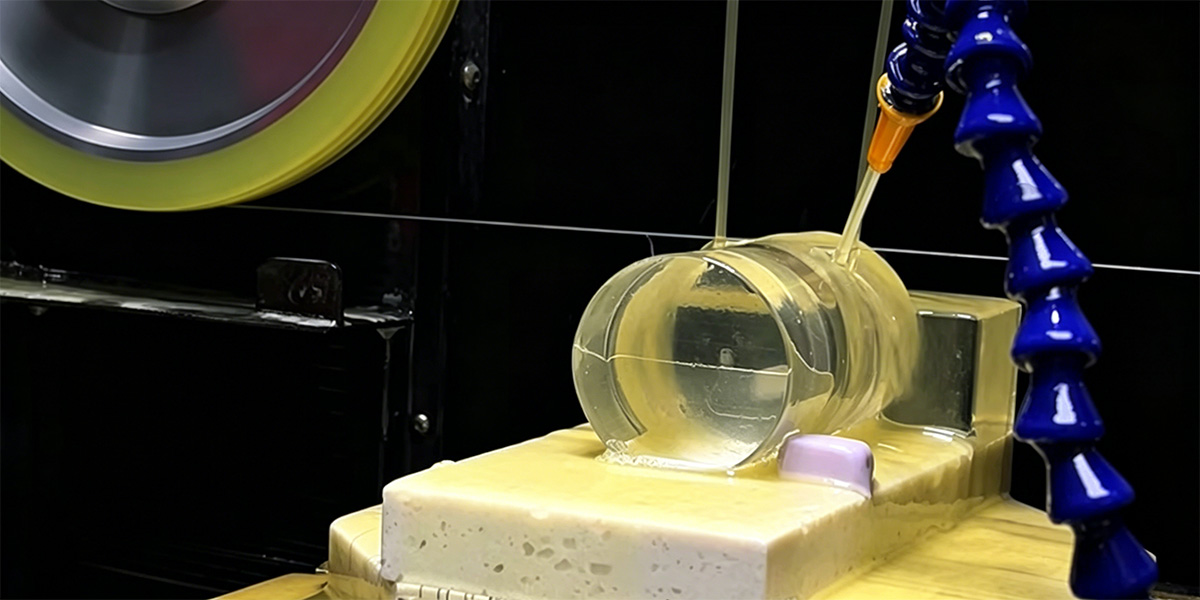
В основе нашего решения лежит замена высокоэффективной поверхностной шлифовки высокоскоростным методом линейного контактного резания, который обеспечивает приоритет механической стабильности. Используя бесконечную алмазную проволоку, движущуюся с постоянной скоростью (до 80 м/с), механическая нагрузка распределяется по гораздо меньшей площади поверхности, что значительно снижает макросилу, обычно вызывающую образование трещин в хрупкой стеклокерамике. Для обеспечения точности на протяжении всего процесса резки мы сочетаем стабильность проволоки с постоянным натяжением с адаптивным управлением скоростью подачи. Поддерживая идеально натянутую проволоку и автоматически снижая давление подачи по мере приближения к выходному краю, мы устраняем «резкий рывок» и вибрацию, вызывающие фрагментацию. Такой комплексный подход обеспечивает чистые кромки под углом 90 градусов как на входе, так и на выходе, что значительно снижает процент брака и необходимость дорогостоящей вторичной обработки.

Микрокристаллическое стекло исключительно чувствительно к температурным градиентам, поэтому управление тепловыми процессами является наиболее важным фактором предотвращения самопроизвольного разрушения. Наше решение основано на стратегии активного теплового равновесия, использующей сверхтонкие алмазные проволоки (обычно от 0.3 до 0.5 мм) для минимизации тепла, выделяемого трением в источнике. Вместо стандартного распыления воды мы используем метод точного промывания пропила, который подает охлаждающую жидкость непосредственно в микрозазор, созданный проволокой. Это гарантирует рассеивание тепла в момент его генерации, поддерживая подложку в стабильном «холодном» состоянии на протяжении всего процесса. Эффективно устраняя термические напряжения и изменение цвета, этот подход сохраняет структурную целостность материала и его важные свойства нулевого теплового расширения.
Наиболее критические дефекты в стеклокерамике часто невидимы невооруженным глазом, но при этом снижают долговременную надежность. Наше решение устраняет подповерхностные повреждения (SSD), заменяя «дробящее» действие традиционных лезвий, вызывающее глубокое структурное напряжение, высокоскоростной микрошлифовкой с низким натяжением. Точно подбирая концентрацию алмазных зерен в соответствии с твердостью вашего микрокристаллического материала, наш процесс удаляет материал микроскопическими порциями. Это значительно ограничивает глубину зоны напряжений всего несколькими микронами, гарантируя, что конечный компонент сохранит свою полную механическую прочность даже при экстремальных термических циклах. В результате получается превосходная чистота поверхности (Ra ≤ 0.2 мкм), обеспечивающая практически готовую кромку, что эффективно снижает или полностью исключает необходимость агрессивной первичной шлифовки в последующих процессах обработки.

В высокотехнологичной обработке подложек эффективность использования материала является ключевым финансовым фактором. Наше решение направлено на максимизацию вашей производительности за счет высокоэффективной стратегии нарезки:
-
Сверхтонкий пропил: Мы используем бесконечные алмазные проволоки толщиной до 0.35–0.5 мм, что позволяет сократить потери материала (потерю ширины пропила) до 70% по сравнению с традиционными лезвиями.
-
Максимальное количество ломтиков на одном листе: Минимизация траектории резки позволяет извлекать больше пригодных для использования деталей из одного блока сырья, что напрямую увеличивает рентабельность инвестиций.
-
Точность и стабильность: Высокоскоростное натяжение предотвращает «смещение проволоки», гарантируя, что даже при более тонком пропиле сохраняется идеальная параллельность и точность размеров.
-
Снижение объема удаляемого материала: Превосходное качество поверхности, близкое к окончательной обработке, исключает необходимость в интенсивной шлифовке на последующих этапах, сохраняя большую часть первоначальной толщины материала.
Результат: Более эффективный производственный цикл, который преобразует большую часть ваших инвестиций в сырье в реализуемые запасы, а не в промышленные отходы.
Эффективность станка напрямую зависит от правильной его настройки. Мы предлагаем стратегию «полной интеграции», которая оптимизирует всю систему резки:
-
Точный подбор проводов: Мы подбираем размер алмазной крошки, ее концентрацию и прочность сердцевины в соответствии с конкретной твердостью вашего материала, чтобы обеспечить максимальную эффективность резки.
-
Пользовательские технические «рецепты»: Мы предлагаем оптимизированные параметры процесса — калиброванные скорости линии, натяжение и скорости подачи — адаптированные к вашей конкретной геометрии и целям производительности.
-
Синергия охлаждающей жидкости и инструмента: Подбирая подходящую охлаждающую жидкость к алмазной проволоке, мы максимизируем удаление стружки и рассеивание тепла, продлевая срок службы расходных материалов и поддерживая стабильную «холодную резку».
-
Оптимизированная экономика производства: Эта синергия обеспечивает максимально возможную урожайность и минимальные затраты на обработку, что делает ваши операции предсказуемыми и прибыльными с первого дня.
Стандартизированный рабочий процесс резки
Подготовка заготовки
Ключевое действие: Склеивание с жертвенным подложечным слоем (графит/эпоксидная смола).
Цель: Обеспечивает поддержку под давлением, предотвращая сколы и отслоение материала по выходному краю.
Конфигурация параметров
Ключевое действие: Установите скорость движения проволоки (50–70 м/с) и натяжение (120–150 Н).
Цель: Обеспечение баланса между стабильностью проволоки и твердостью материала для резки без вибраций.
Контролируемое исполнение
Ключевое действие: «Плавный пуск» (50% скорости подачи) и подача охлаждающей жидкости под высоким давлением.
Цель: Снижение механического удара при входе в отверстие и мгновенное удаление стружки.
Обработка после резки
Ключевое действие: Немедленное ополаскивание и микроскопический осмотр краев.
Цель: Предотвращение затвердевания суспензии и проверка качества поверхности Ra ≤ 0.2 мкм.
ТЕХНИЧЕСКАЯ СХЕМА: МОДУЛЯЦИЯ ПОДАЧИ
Измеримая ценность: экономическое влияние на ваше производство.
Вот конкретные улучшения, которые вы можете ожидать при переходе на наше решение для резки микрокристаллического стекла алмазной проволокой.