
Products
Diamond Wire Loop
Diamond Wire Loop
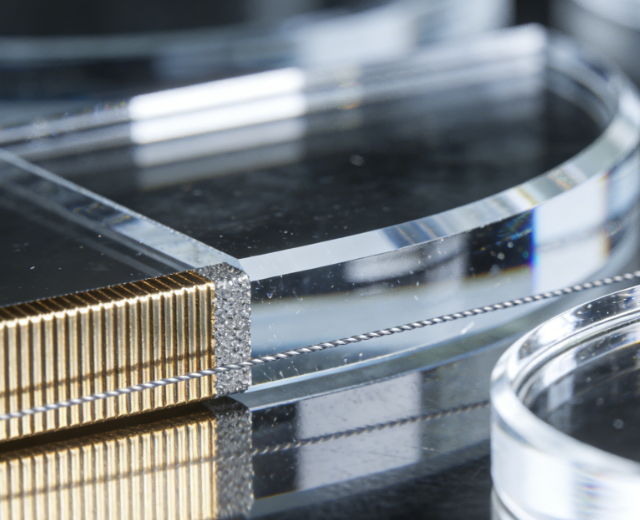
Diamond Wire Loops represent a specialized category of endless cutting tools engineered specifically for processing hard and brittle materials. Unlike traditional reciprocating wires or abrasive blades, these closed-loop systems consist of a high-tensile steel or tungsten core electroplated with industrial diamond grit, forming a continuous cutting surface that rotates unidirectionally at high speeds.
The core value proposition of diamond wire loop technology lies in its ability to simultaneously deliver three critical outcomes: faster cutting speeds (up to 80 m/s), minimal kerf loss (as narrow as 0.3 mm), and superior surface finish without chipping or subsurface damage. For procurement managers and process engineers in semiconductor, photovoltaic, and optics manufacturing, this translates directly to higher material yield, reduced secondary processing costs, and increased production throughput.
What sets modern diamond wire loops apart from conventional cutting methods is their seamless joint construction and precision-engineered coating patterns. Advanced electroplating techniques create either full, segmented, or thread-coated diamond distributions, each optimized for specific material behaviors—whether cutting silicon carbide ingots, sectioning quartz tubes, or profiling technical ceramics. The elimination of mechanical joints removes vibration points, while the endless geometry enables continuous one-way motion that reciprocating systems simply cannot achieve.



Equipment Advantages





Why Choosing Zelatec?



Application






FAQ
A diamond wire loop is a high-precision, endless cutting tool consisting of a high-tensile core wire (usually steel or tungsten) electroplated with industrial diamond particles. Unlike traditional reciprocating wires, it is joined into a seamless closed-loop. This design allows for continuous, unidirectional high-speed rotation, eliminating the vibrations and mechanical shocks caused by direction changes, resulting in an exceptionally smooth and precise cutting surface.
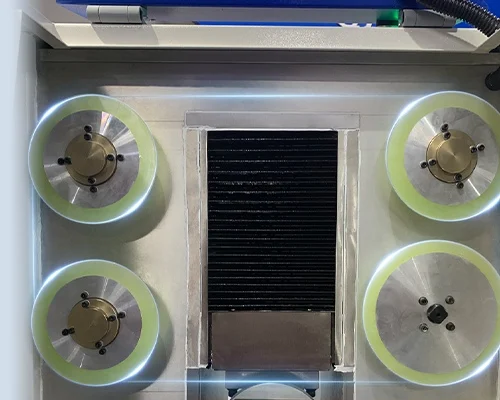
The wire loop operates on a high-speed pulley system, rotating in a single direction at speeds up to 80 m/s. As the wire moves, the electroplated diamond grits act as micro-cutting teeth, grinding through the workpiece. Because it is an “endless” system, it maintains constant tension and linear velocity, which facilitates efficient heat dissipation and rapid debris removal, ensuring a stable and cool cutting process.
It is primarily used for precision slicing of hard, brittle, or high-value materials. Key applications include semiconductor wafering (Silicon Carbide, Gallium Nitride), sapphire ingot squaring, and optical glass cutting. It is also essential in the automotive industry for clean tyre sectioning to analyze internal steel belts, as well as in laboratories for sampling rare minerals or crystals where minimizing material loss is critical.
Loops are categorized by their coating patterns: Full-coated for maximum surface smoothness; Segmented (structured) with gaps to enhance chip removal and cooling; and Thread/Spiral coated for balanced performance. They are also classified by core material (Steel or Tungsten) and wire diameter, ranging from ultra-fine 0.3 mm wires for delicate semiconductor work to robust 2.5 mm wires for heavy-duty industrial or tyre cutting.
The “best” material depends on the application. High-tensile steel is the industry standard for its excellent strength-to-cost ratio and flexibility in general industrial cutting. However, Tungsten is superior for ultra-thin wires (below 0.5 mm) because it possesses a higher elastic modulus and fatigue resistance, allowing for thinner kerfs and longer tool life when slicing expensive semiconductor ingots like SiC.
In laboratory settings, diamond wire loops are used for “damage-free” sampling of delicate specimens. Researchers utilize them to section mineral ores, fossils, or synthetic crystals for microscopic analysis. The vibration-free movement ensures that the internal structure of the specimen remains intact. It is also widely used in R&D for tyre failure analysis, providing a clean cross-section of rubber and steel components.
The most common mistakes include incorrect tensioning, which leads to wire breakage or “wavy” cuts, and improper linear speed for the specific material being processed. Neglecting the cooling system or using a contaminated coolant can cause “diamond stripping” or thermal damage. Finally, using a wire diameter that is too thick for high-value crystals results in excessive kerf loss and wasted material.
While “sharpness” in industrial terms refers to cutting efficiency, the most advanced loops are the ultra-fine Tungsten-core diamond loops (0.3 mm or smaller). These utilize premium-grade micron-sized diamond grit and proprietary electroplating. Their ability to slice through the world’s hardest materials, like Silicon Carbide and Sapphire, with micron-level precision and minimal surface roughness makes them the pinnacle of modern abrasive cutting technology.

Request a
Free Consultation
Complete the form below and our technical team will contact you with a tailored solution within 24 hours.