Description


Advantages &Features
Parameter
Product Parameter
| Parameter | Specification |
| Maximum cutting size | 300*300mm |
| Maximum machining thickness | 300mm |
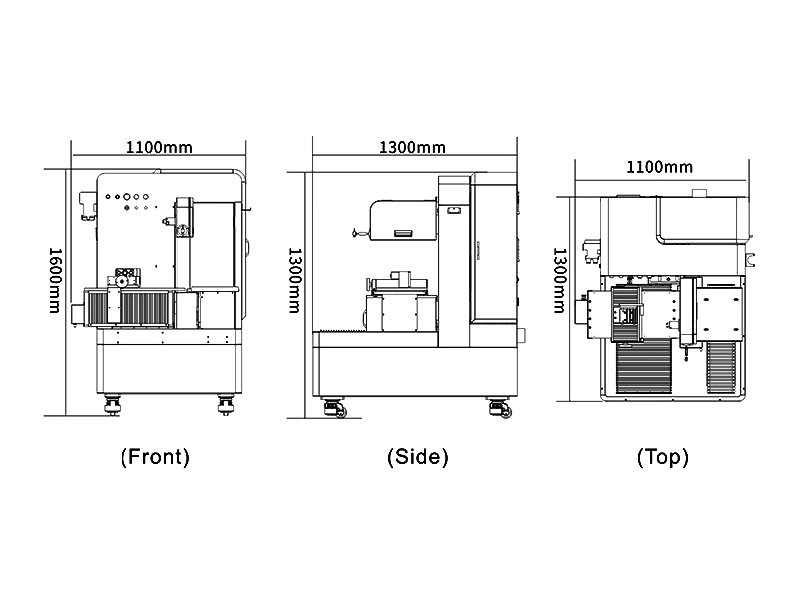
| External dimensions | 1100*1300*1600mm |
| Equipment weight | ≈600kg |
| Machining roughness | ≤0.05mm |
| Machining accuracy | ±0.1mm |
| Tightening method | counterweight |
| Maximum processing efficiency | 200mm/min |
| diamond grit size | 2960mm |
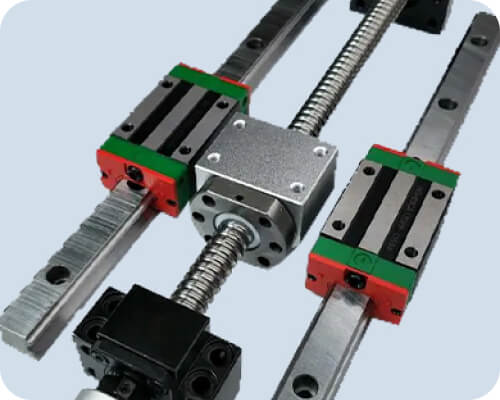
| Lead screw and guide rail | import |
| driving method | Stepper motor |
| system | Independently developed Yibo X80 |
| Rated voltage | AC220V 50-60Hz |
| Total power | 2.2KW |
| Power failure protection | have |
Application

FAQ
Graphite is relatively soft and easy to machine, but it is extremely brittle and abrasive. While it cuts quickly, it is prone to edge chipping and produces vast amounts of fine, conductive dust. Traditional mechanical cutting often causes structural micro-cracks, making high-precision methods necessary to maintain the material’s integrity and ensure a clean, smooth surface finish without fragmentation.
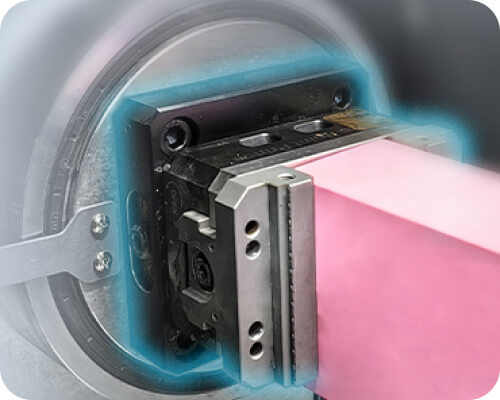
For precision work, a diamond wire saw is the ideal choice. Unlike abrasive wheels or bandsaws, a diamond wire saw uses a fine, diamond-embedded wire that performs “cold cutting.” This method minimizes material waste (low kerf loss), prevents the graphite from cracking under mechanical stress, and effectively manages the dust through enclosed chambers or specialized vacuum extraction systems.
To cut graphite plates, secure the material on a stable worktable, ensuring even pressure to avoid cracking. Using an endless diamond wire saw, set a high linear wire speed with a moderate feed rate. This “micro-grinding” process allows for thin slicing or complex profiling. It is essential to use a dust-collection system or a wet-cutting setup to prevent fine particles from spreading.
Making a graphite mold involves high-precision shaping of high-density graphite blocks. First, design the mold path using CAD/CAM software. Then, use a programmable wire saw or CNC machine to cut the internal cavities and external profiles. Because graphite is self-lubricating and heat-resistant, the finished mold requires minimal polishing to achieve the smooth surface necessary for glass or metal casting applications.
The cost varies significantly based on precision, size, and automation features. Entry-level laboratory models are more affordable, while industrial-grade machines with large travel capacities (such as 800mm), 1100kg stable frames, and fully enclosed dust-collection systems represent a higher investment. Prices reflect the advanced control systems, programmable path capabilities, and the specialized components required to handle abrasive graphite dust safely and efficiently.
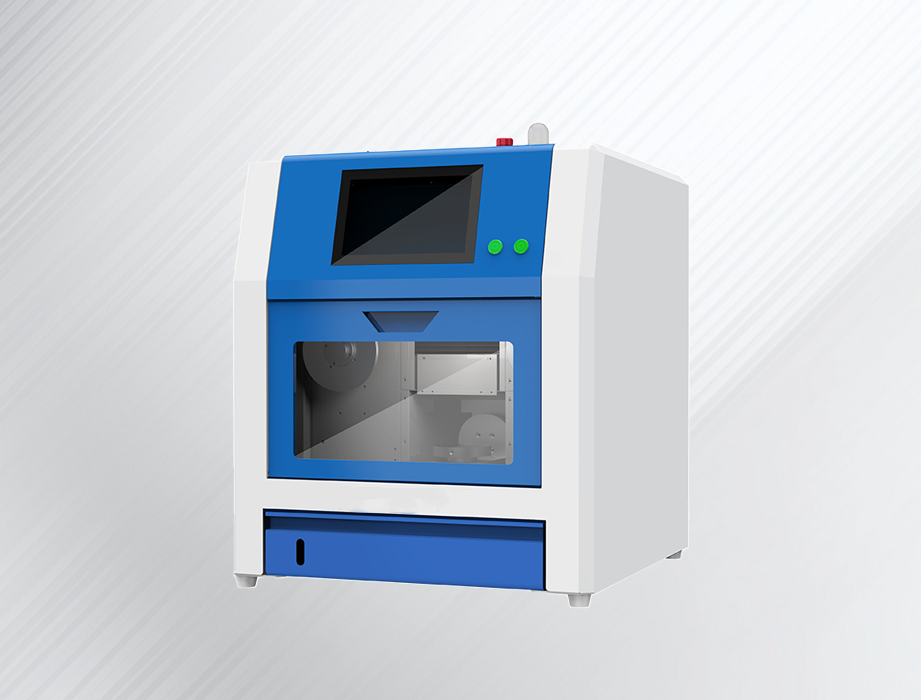
This is a specialized high-precision system designed specifically to handle the unique properties of graphite. It utilizes a continuous loop of diamond-embedded wire to slice through blocks or plates. The machine features a fully enclosed workspace to contain conductive dust and uses a “cold cutting” technique to ensure that the fragile graphite structure remains free from burrs, cracks, or thermal deformation.
A high-quality machine can last over a decade with proper maintenance. The core structure, built from cast iron and stainless steel, is highly durable. However, because graphite dust is abrasive and conductive, the lifespan depends heavily on the effectiveness of the dust-collection system. Regular cleaning of the precision guides and replacing the diamond wire loop ensures the machine maintains its ±0.05mm accuracy.
First, mount the graphite workpiece using specialized clamps or pneumatic fixtures. Program the desired cutting path or slicing thickness into the digital controller. Ensure the dust extraction system is active to manage particles. Start the endless wire loop and slowly engage the feed. The automated system will execute the cut with constant tension, producing a smooth, burr-free finish that requires little to no secondary processing.