Cutting Challenges in Microcrystalline Glass
Understanding why glass-ceramics are notoriously difficult to process is the first step toward optimizing your precision slicing yield.
Unpredictable Crack Propagation
High hardness combined with extreme brittleness causes micro-cracks to spread rapidly. Traditional cutting triggers unpredictable fractures that compromise structural integrity.
Thermal Stress Sfractures
Poor thermal conductivity causes friction heat to concentrate. This triggers spontaneous cracking during processing, even under low mechanical loads, ruining high-value blanks.
Visible Edge Chipping
Mechanical impact at entry/exit points creates jagged edges. For optical components and frameless panels, minor chipping leads to massive rejection rates and structural failure.
Invisible Subsurface Damage
Traditional grinding induces hidden micro-cracks beneath the surface. These latent defects weaken components, leading to unexpected field failures long after the cut is finished.
Substantial Material Waste
Wide kerf widths from conventional blades turn expensive raw material into useless dust. Each millimeter of wasted kerf translates directly into thousands in lost annual revenue.
Post-Processing Burden
Rough surfaces require aggressive polishing to remove damage layers. This downstream labor and time drastically increase the total cost per part for aerospace and lab optics.
Limitations of Traditional Cutting Methods
Conventional methods cannot meet both precision and surface integrity requirements simultaneously. You’re forced to choose between cutting speed, edge quality, or yield — and often sacrifice all three.
The Zelatec Solution: Endless Diamond Wire Slicing Technology
To address the inherent fragility of microcrystalline glass, we have moved away from high-impact traditional sawing. Our solution centers on a high-speed, low-tension “linear contact” process designed to preserve the material’s structural integrity from the first entry to the final exit.
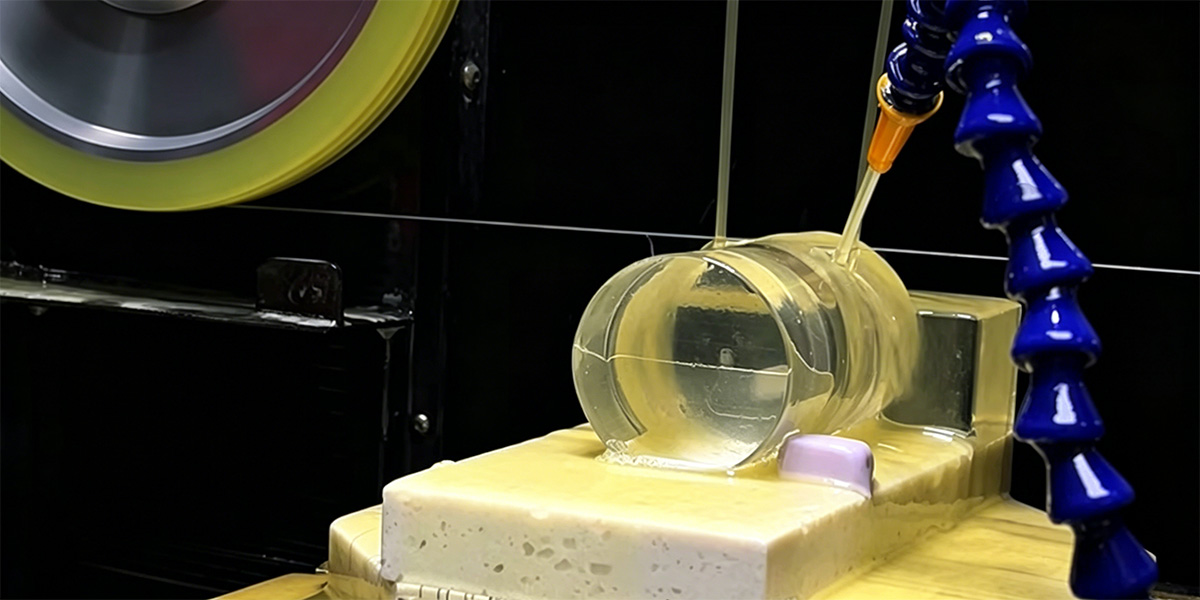
The foundation of our solution lies in replacing high-impact surface grinding with a high-speed, linear-contact slicing method that prioritizes mechanical stability. By utilizing an endless diamond wire traveling at a constant velocity (up to 80 m/s), the mechanical load is distributed across a much smaller surface area, significantly reducing the macro-force that typically triggers crack initiation in brittle glass-ceramics. To ensure this precision carries through the entire cut, we combine constant-tension wire stability with adaptive feed-rate control. By maintaining a perfectly taut wire and automatically reducing feed pressure as it approaches the exit edge, we eliminate the “tensile snap” and vibration that cause fragmentation. This integrated approach ensures clean, 90-degree edges on both entry and exit points, drastically reducing rejection rates and the need for costly secondary finishing.

Microcrystalline glass is exceptionally sensitive to thermal gradients, making heat management the most critical factor in preventing spontaneous fractures. Our solution implements an active thermal equilibrium strategy that utilizes ultra-thin diamond wires (typically 0.3mm to 0.5mm) to minimize friction-generated heat at the source. Rather than a standard water spray, we employ a precision-targeted kerf-flushing technique that delivers coolant directly into the micro-gap created by the wire. This ensures that heat is dissipated at the exact moment of generation, maintaining the substrate in a stable “cold” state throughout the process. By effectively eliminating thermal stress and discoloration, this approach preserves the material’s structural integrity and its essential zero-thermal expansion properties.
The most critical defects in glass-ceramics are often invisible to the naked eye, yet they compromise long-term reliability. Our solution addresses subsurface damage (SSD) by replacing the “crushing” action of traditional blades—which induces deep structural stress—with high-velocity, low-tension micro-grinding. By precisely matching the diamond grit concentration to the specific hardness of your microcrystalline grade, our process removes material in microscopic increments. This significantly limits the depth of the stress-affected zone to only a few microns, ensuring the final component maintains its full mechanical strength even under extreme thermal cycles. The result is a superior surface finish Ra ≤0.2μm) that produces a “near-finished” edge, effectively reducing or entirely bypassing the need for aggressive primary grinding in downstream processing.

In high-value substrate processing, material utilization is a key financial driver. Our solution focuses on maximizing your output through a high-yield slicing strategy:
-
Ultra-Thin Kerf: We utilize endless diamond wires as thin as 0.35mm–0.5mm, reducing material waste (kerf loss) by up to 70% compared to traditional blades.
-
Maximum Slices per Blank: Minimizing the cutting path allows you to extract more usable parts from a single raw material block, directly increasing your ROI.
-
Precision Stability: High-speed tensioning prevents “wire wandering,” ensuring that even with a thinner kerf, you maintain perfect parallelism and dimensional accuracy.
-
Reduced Material Removal: The superior “near-finished” surface quality eliminates the need for aggressive downstream grinding, preserving more of the original material thickness.
The Result: A leaner production cycle that converts more of your raw material investment into sellable inventory rather than industrial waste.
A machine is only as effective as its setup. We provide a “Total Integration” strategy that optimizes the entire cutting ecosystem:
-
Precision Wire Matching: We align diamond grit size, concentration, and core tensile strength with your material’s specific hardness to ensure peak cutting efficiency.
-
Custom Technical “Recipes”: We provide optimized process parameters—calibrated line speeds, tension, and feed rates—tailored to your specific geometry and throughput goals.
-
Coolant & Tool Synergy: By matching the right cooling fluid to the diamond wire, we maximize chip removal and heat dissipation, extending consumable life and maintaining a stable “cold cut.”
-
Optimized Production Economics: This synergy ensures the highest possible yield rates and the lowest “cost-per-cut,” making your operations both predictable and profitable from day one.
Standardized Cutting Workflow
Workpiece Preparation
Key Action: Bonding to a sacrificial backing layer (Graphite/Epoxy).
Goal: Provides compressive support to eliminate exit-edge chipping and breakout.
Parameter Configuration
Key Action: Set wire speed (50–70 m/s) and tension (120–150 N).
Goal: Balancing wire stability with material hardness for a vibration-free cut.
Controlled Execution
Key Action: “Soft-start” entry (50% feed rate) and high-pressure coolant delivery.
Goal: Mitigating mechanical shock during entry and flushing swarf instantly.
Post-Cut Handling
Key Action: Immediate rinsing and microscopic edge inspection.
Goal: Preventing slurry hardening and verifying Ra ≤ 0.2 μm surface quality.
TECHNICAL SCHEMATIC: FEED MODULATION
Quantifiable Value: The Economic Impact on Your Production
Here are the concrete improvements you can expect when switching to our diamond wire cutting solution for microcrystalline glass.