Can You Cut a Magnet?
Yes, you can cut a magnet—but it’s rarely as simple as sawing through wood. Most industrial and rare-earth magnets (like Neodymium or Ferrite) are extremely brittle and highly heat-sensitive. One wrong move with the wrong tool, and instead of a clean cut, you’ll end up with shattered fragments or a magnet that has lost all its strength. The real question isn’t if you can cut it, but how to do it without cracking the material or demagnetizing it.
Know Your Magnet: Types and Their Unique Challenges
Before you apply a cutting tool to a magnetic workpiece, you need a clear understanding of the material in front of you. Magnets are not a uniform family of metals; they are a diverse group of sintered, cast, or bonded materials, each with a distinct response to mechanical stress and heat. Misidentifying the type—or assuming it will behave like mild steel—is the primary cause of shattered workpieces and wasted investment. Below is a detailed breakdown of the five most common industrial magnet categories and the specific hurdles they present during cutting operations.
1.Neodymium (NdFeB): High Strength, Extreme Fragility
Neodymium-Iron-Boron is the most powerful commercially available permanent magnet material, but it is also the most unforgiving to machine. It is produced via powder metallurgy—fine particles are pressed and sintered into a solid block. This microstructure means there are no ductile grains to absorb shock; stress concentrates instantly, leading to catastrophic brittle fracture.
- Cutting Challenge: Any dry, high-friction method (abrasive wheels, standard saws) generates enough heat in seconds to exceed the material’s relatively low Curie temperature, causing irreversible demagnetization.
- Professional Approach: Only cold-cutting technologies, specifically diamond wire sawing with continuous coolant flooding, can reliably section NdFeB without edge chipping or thermal damage. For many applications, ordering custom near-net-shape sintered blocks is more economical than extensive in-house cutting.
2.Samarium Cobalt (SmCo): The Heat-Resistant Alternative
SmCo magnets are the premium choice for high-temperature environments (aerospace, defense, downhole sensors) where NdFeB would fail. While they offer superior thermal stability, they share the same fundamental brittleness as NdFeB—and in many cases, they are even more prone to cracking under point loads.
- Cutting Challenge: The primary concern here is material cost. SmCo is significantly more expensive than NdFeB. Therefore, cutting methods that produce a wide kerf (cut width) or rough surface finish result in substantial financial waste. Precision and minimal material loss are paramount.
- Professional Approach: Diamond wire loop technology is preferred because its thin kerf (often under 0.2 mm) maximizes material yield and minimizes expensive swarf.
3.Ferrite (Ceramic): Hard but Mechanically Weak
These iron-oxide-based magnets are ubiquitous in loudspeakers, motors, and low-cost holding applications. They are chemically stable and cost-effective but exhibit the classic properties of a ceramic: high compressive strength coupled with extremely low tensile strength.
- Cutting Challenge: Ferrite cannot tolerate bending or twisting forces. A clamping setup that is too tight or a feed rate that is too aggressive will snap the magnet cleanly along a stress line.
- Professional/DIY Approach: Thin ferrite sheets can sometimes be score-and-snapped with a diamond scribe, though edge quality is poor. For precise cuts, a diamond blade with abundant water cooling is essential to control dust and prevent thermal shock cracking.
4.Alnico (Aluminum-Nickel-Cobalt): The Legacy Alloy
Alnico magnets are unique because they are cast metal alloys, not sintered powder. This gives them excellent temperature stability and a degree of mechanical toughness that NdFeB and Ferrite lack. However, they are still relatively hard and brittle compared to structural steels.
- Cutting Challenge: While they resist shattering better than ceramic magnets, Alnico is highly susceptible to demagnetization from mechanical shock. Hammering or rough handling during cutting can weaken the magnetic field.
- Professional Approach: Abrasive cutting with coolant is standard, but careful fixturing to dampen vibration is critical to preserving magnetic strength. Diamond wire saws provide an excellent, low-stress alternative.
5.Bonded Magnets (Injection Molded / Flexible)
This category includes ferrite powder suspended in a rubber or nylon binder. It is the only type of magnet that can be safely cut with simple tools like a sharp utility knife or scissors.
- Cutting Challenge: Virtually none regarding brittleness or heat. The primary consideration is simply preventing the flexible substrate from tearing or stretching during the cut.

The Universal Challenges: Why Cutting Magnets Is Trickier Than You Think
No matter which type you are handling, three fundamental material science barriers stand between you and a clean, functional cut.
1. Inherent Brittleness (The Ceramic Cup Analogy)
Sintered magnets (NdFeB, SmCo, Ferrite) are microstructurally similar to a ceramic coffee cup. They are extremely hard and hold their shape well, but they possess almost zero ductility. When a cutting tool applies pressure, stress propagates through the microscopic pores and grain boundaries until the material fails suddenly. Result: You don’t get a smooth cut; you get a jagged edge, a corner spall, or a magnet split in two unexpected halves.
2. Thermal Demagnetization (The Curie Limit)
Every permanent magnet has a specific temperature threshold—the Curie point—above which its magnetic domains lose alignment. For Neodymium, this can be as low as 80°C (176°F) for some grades. The friction from a dry cutoff wheel or a laser cutter easily exceeds this limit in milliseconds. Once the domains scramble, the magnetic field collapses permanently. The only way to prevent this is through cold cutting, where a coolant or cutting fluid actively removes heat from the kerf, keeping the material well below its critical temperature.
3. Dust and Swarf Hazards (Toxicity and Combustion)
The waste produced during cutting is not inert sawdust.
- Respiratory Risk: Neodymium magnets are coated with a Nickel-Copper-Nickel layer to prevent corrosion. Grinding through this coating releases fine, toxic nickel dust into the air.
- Pyrophoric Risk: The fine powder of rare-earth metals (especially Neodymium and Samarium) is highly reactive. If allowed to accumulate in a dry, dusty environment, this swarf can ignite spontaneously from a spark or static discharge, burning at extremely high temperatures. Wet cutting is non-negotiable—the coolant suppresses dust and renders the swarf safe to handle.
Common Methods for Cutting Magnets
Selecting the right cutting method is the single most important decision in magnet processing. The wrong choice leads to chipped edges, thermal demagnetization, or costly material waste. Below is a detailed comparison of the five primary techniques used in industrial and hobbyist settings, evaluated against the unique demands of hard, brittle magnetic materials.
Comparative Analysis of Magnet Cutting Technologies
| Method | Principle | Advantages | Critical Drawbacks | Suitable Magnet Types | Typical Kerf Loss | Heat Affected Zone (HAZ) |
| Abrasive Saw / Cut-off Wheel | High-speed resin-bonded blade with aluminum oxide or silicon carbide grit. | Low equipment cost; widely available; fast setup. | Severe heat generation causes demagnetization; rough edge chipping; wide kerf wastes material; hazardous dry dust. | Alnico (with coolant); Not recommended for NdFeB or SmCo. | 1.0 – 2.5 mm | High (Risk of Curie point breach) |
| Laser Cutting | Focused high-energy beam melts or vaporizes material. | Non-contact; excellent for complex 2D profiles; high precision. | Thermal shock destroys magnetic properties instantly; recast layer formation; limited to very thin sections (<1mm) with specialized setups. | Generally unsuitable. Only experimental use on bonded magnets. | 0.1 – 0.3 mm | Extreme (Permanent domain randomization) |
| Wire EDM (Electrical Discharge Machining) | Electrical sparks erode conductive material in dielectric fluid. | Exceptional precision (µm tolerance); no mechanical stress; excellent surface finish. | Extremely slow cutting speed; material must be electrically conductive (Ferrite is an insulator); high operational cost; heat-affected micro-layer. | NdFeB, SmCo, Alnico | 0.1 – 0.3 mm | Low-Moderate (Surface damage layer requires post-grinding) |
| Waterjet Cutting (Abrasive) | High-pressure water mixed with garnet abrasive erodes material. | Cold cutting process (zero thermal damage); versatile for thick stacks; no material property change. | Edge quality can be rougher than wire sawing; garnet embedment risk; high equipment cost; slower than diamond wire for thin sections. | All types (NdFeB, SmCo, Ferrite, Alnico) | 0.8 – 1.5 mm | None |
| Diamond Wire Saw (Loop / Reciprocating) | Electroplated diamond grit on a steel wire core removes material via grinding action with continuous coolant. | Minimal heat generation (cold cut); ultra-thin kerf (0.1-0.3mm); low cutting stress prevents micro-cracks; high surface integrity. | Higher initial capital investment than abrasive saws; requires proper tensioning and coolant management. | All Hard/Brittle Types (NdFeB, SmCo, Ferrite, Ceramics) | 0.1 – 0.3 mm | Negligible (<40°C with coolant) |
Best Method for Cutting Magnets
There is no single “best” method for every situation—only the best method for your specific priorities. The optimal choice depends entirely on what you value most: saving upfront cost, achieving the tightest tolerance, or maximizing how much usable material you get out of an expensive block.
- If your priority is low upfront cost and you are cutting tough Alnico castings: A wet abrasive saw with a high-quality diamond blade is the most accessible option. It requires a skilled operator to manage feed rate and prevent overheating, but for low-volume, non-critical work, it gets the job done.
- If your priority is complex 2D profiling of thin stock without physical contact: Waterjet cutting is the superior choice. It eliminates thermal demagnetization risk entirely and handles intricate shapes that wires or blades cannot. However, expect a wider kerf and slightly rougher edge finish compared to precision grinding methods.
- If your priority is ultimate precision, consistency, and material yield (especially for NdFeB and SmCo): The industry standard has shifted decisively to Diamond Wire Saw technology. This method delivers the narrowest kerf (often under 0.2 mm), which directly translates to more parts per block and less expensive swarf. More importantly, the continuous coolant flow guarantees zero thermal damage to the magnetic properties, ensuring every cut piece performs exactly to specification. For high-volume production of EV motor segments or medical device magnets, diamond wire is the benchmark for long-term cost-efficiency and process reliability.
Diamond Wire Cutting: The Precision Standard for Magnetic Materials
While the table above outlines several viable options, the industry consensus for high-value magnetic materials—particularly Neodymium and Samarium Cobalt—has shifted decisively toward Diamond Wire Saw technology. This method addresses the three core failure points of magnet cutting (heat, stress, and waste) more effectively than any alternative.
Why Diamond Wire Outperforms Traditional Methods
- Thermal Stability (Cold Cutting): Unlike laser or abrasive saws, the diamond wire process is a wet grinding operation. The wire is continuously flooded with water-based coolant or cutting fluid. This active cooling maintains the workpiece temperature well below the Curie point threshold, ensuring that the magnetic domains remain fully aligned and the magnetic strength is 100% preserved.
- Low-Stress Mechanics: A standard abrasive blade pounds the surface with grit, creating micro-vibrations that shatter sintered material edges. A diamond wire, particularly a closed-loop diamond wire, exerts a consistent, low normal force. The cutting action is a gentle abrasion rather than an impact. This prevents subsurface damage (SSD) and edge chipping, delivering a near-net-shape cut ready for final lapping.
- Material Yield Optimization: The kerf of a diamond wire is typically between 0.12 mm and 0.25 mm. Compare this to an abrasive saw kerf of over 2.0 mm. When slicing expensive SmCo blanks or large NdFeB blocks into thin wafers for EV motor segments, diamond wire technology can increase material yield by 15-20% simply by reducing the amount of material turned into waste dust.
- Versatility Across Material Grades: Diamond is harder than any magnetic material substrate. The same wire saw setup can cut brittle Ferrite ceramic, tough Alnico castings, or ultra-hard SmCo alloys without requiring tooling changes.
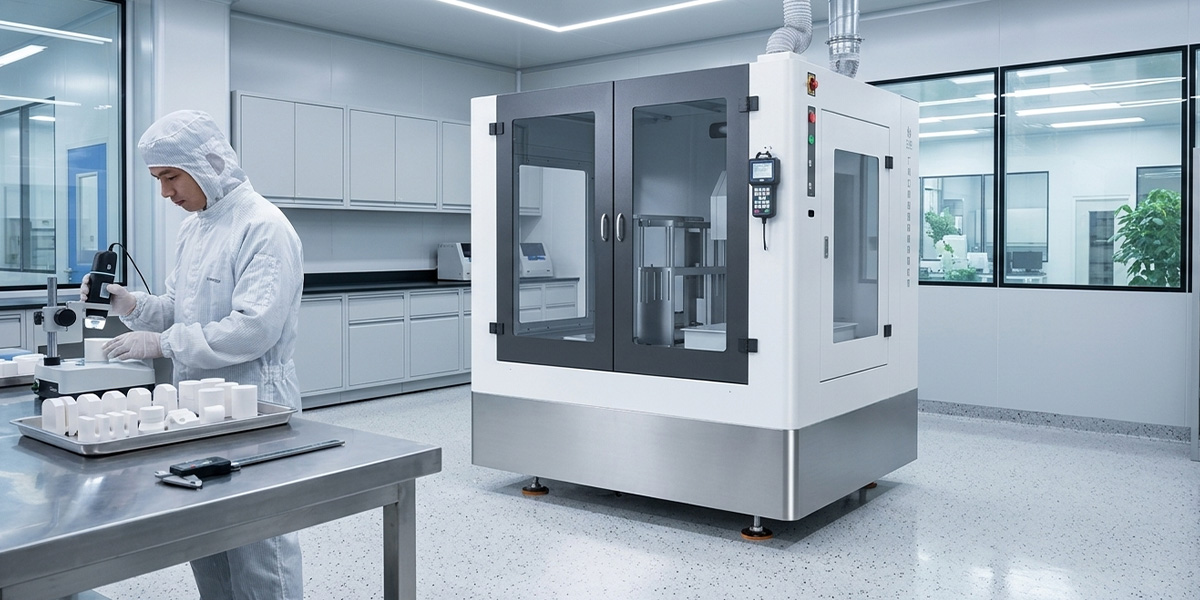
Industrial Applications Driving Adoption
The demand for diamond wire cutting in the magnet industry is being driven by precision applications where failure is not an option:
- Electric Vehicle (EV) Traction Motors: Cutting large NdFeB blocks into precise trapezoidal segments for rotor assembly.
- Medical Devices (MRI / Surgical Tools): Sectioning SmCo magnets where thermal stability and dimensional accuracy are critical.
- Aerospace Sensors: Processing Alnico and SmCo without introducing micro-cracks that could lead to fatigue failure in flight.
- Consumer Electronics: Slicing thin ferrite cores and micro NdFeB components for smartphone haptics and camera stabilization.
For operations transitioning from high-waste, high-risk cutting methods to a reliable industrial process, integrating a precision diamond wire cutting system represents a significant upgrade in both quality control and long-term material cost savings.

Step-by-Step: How to Cut a Magnet Professionally
A successful cut on brittle magnetic material requires more than just the right tool—it demands a disciplined workflow. Whether you are sectioning NdFeB blocks or trimming Ferrite cores, following these steps ensures dimensional accuracy, preserves magnetic properties, and maintains a safe working environment.
1. Workpiece Preparation and Fixturing
Begin by securely mounting the magnet. Use non-magnetic, soft-jaw vises or custom fixtures lined with rubber or nylon to prevent localized stress points. Critical: Never clamp directly on the cut line or overhang area. The magnet must be fully supported to prevent vibration-induced micro-cracking. If the magnet has a protective coating (e.g., Nickel), apply masking tape to the cut zone to minimize edge chipping during entry.
2. Personal Protective Equipment (PPE)
Before powering any equipment, ensure full PPE compliance:
- Respiratory: N95 mask or P100 respirator (Nickel dust is toxic; rare-earth swarf is pyrophoric).
- Eye Protection: Sealed safety goggles (not just glasses).
- Hand Protection: Cut-resistant gloves (optional but recommended for handling sharp edges post-cut).
- Environment: Confirm adequate ventilation and that the cutting zone is free of combustible materials.
3. Coolant Setup (Non-Negotiable)
Activate a continuous flow of water-based coolant directed precisely at the contact point between the tool and the magnet. The goal is flood cooling, not misting. This serves three purposes: it suppresses hazardous dust, prevents thermal demagnetization, and lubricates the cut to reduce friction stress.
4. Controlled Feed and Speed Management
Start the cutting tool (diamond wire or wet diamond blade) and allow it to reach full operating speed before contacting the workpiece. Apply a slow, steady feed rate. Avoid impact: Do not plunge the tool into the material. Let the diamond grit do the grinding. If you hear a high-pitched squeal or feel chatter, reduce feed pressure immediately—this indicates stress buildup that will lead to catastrophic fracture.
5. Post-Cut Handling and Finishing
Once the cut is complete, power down the tool completely before removing the workpiece. Rinse the cut pieces thoroughly with clean water to remove all residual magnetic swarf and coolant residue.
- Drying: Dry the magnets immediately with compressed air or a lint-free cloth to prevent surface oxidation on exposed uncoated edges.
- Protection: For Neodymium magnets where the cut has exposed raw material through the plating, consider applying a corrosion inhibitor or contacting a service for re-coating (Nickel or Epoxy) if the application environment is humid or corrosive.
6. Cleanup Protocol
Do not allow dry magnetic dust to accumulate. Clean the machine sump and work area using wet methods or a HEPA-filtered vacuum specifically rated for combustible metal dust. Dispose of wet swarf slurry according to local environmental regulations for heavy metals.

Magnet Cutting Safety
Cutting magnets presents unique hazards that go far beyond standard machine shop safety. Ignoring these risks can lead to respiratory harm, flash fires, or rapid material degradation.
- Respiratory Hazard: Grinding through Neodymium magnets releases fine dust containing Nickel compounds from the protective plating. Inhalation can cause skin sensitization, lung irritation, and long-term allergic reactions. Always wear a NIOSH-approved N95 or P100 respirator.
- Combustible Dust: Rare-earth metal swarf (NdFeB) is pyrophoric. If dry powder accumulates and encounters a spark, it ignites instantly and burns at extreme temperatures. Wet cutting is mandatory to render dust inert; keep the work area free of dry debris and open flames.
- Flying Fragments: Brittle fracture can send sharp shards outward at high velocity. Sealed safety goggles are non-negotiable.
- Corrosion Risk: Once the protective coating is breached, the exposed iron-rich core will oxidize rapidly in ambient air. Post-cut drying and application of a rust inhibitor are essential to prevent surface degradation. For industrial operations, a closed-loop coolant filtration system and local exhaust ventilation are strongly recommended.
Magnet Cutting Safety
Cutting magnets introduces a unique set of hazards that differ significantly from machining standard metals. Overlooking these risks can result in serious injury, equipment damage, or material failure. Before beginning any cut, ensure the following safety protocols are fully implemented.
Dust Toxicity and Respiratory Protection
When cutting Neodymium (NdFeB) magnets, the grinding process releases fine particulate containing Nickel from the anti-corrosion plating. Inhalation of nickel dust is a known respiratory irritant and can trigger allergic contact dermatitis or chronic lung sensitization. Always wear a properly fitted N95 mask at minimum; a P100 respirator is strongly recommended for production environments where exposure is prolonged.
Combustible Dust and Fire Hazard
Rare-earth magnetic swarf is pyrophoric—meaning the fine powder can ignite spontaneously when dry and suspended in air. Even a minor static discharge or a stray spark from a cutting tool can trigger a flash fire that burns at extremely high temperatures. Mitigation is simple but critical:
- Use wet cutting methods at all times. The coolant suppresses dust and renders the swarf non-flammable.
- Strictly prohibit open flames, welding, or smoking in the cutting area.
- Clean up slurry and debris using wet vacuums or HEPA-filtered systems rated for combustible metal dust.
Flying Fragments and Eye Protection
Sintered magnets fracture like ceramics. Under cutting stress, they can shatter without warning, ejecting sharp, high-velocity shards. Standard safety glasses are insufficient; sealed, impact-rated goggles must be worn throughout the entire cutting operation.
Post-Cut Corrosion Risk
The protective Nickel-Copper-Nickel coating on commercial magnets is designed to shield the iron-rich core from moisture. Once cut, the raw cross-section is fully exposed and will begin to oxidize and rust within hours in ambient humidity. After cutting, thoroughly dry the part with compressed air and apply a temporary corrosion inhibitor if the magnet will not be re-plated immediately.
Environmental Controls
For industrial-scale cutting, individual PPE is not enough. Facilities should integrate:
- Local exhaust ventilation or downdraft tables to capture airborne particulates.
- Closed-loop coolant filtration to safely separate and dispose of magnetic swarf without contaminating drainage systems.

Conclusion: Achieving the Perfect Cut
Choosing the right method is vital for preserving magnetic integrity and minimizing material waste. Whether you are prototyping or in mass production, precision is key. For high-performance results, Zelatec’s industrial diamond wire cutting machines offer the ultimate solution for cold, precise, and safe magnet fabrication.