What Is Alumina and Why Is It Difficult to Cut?
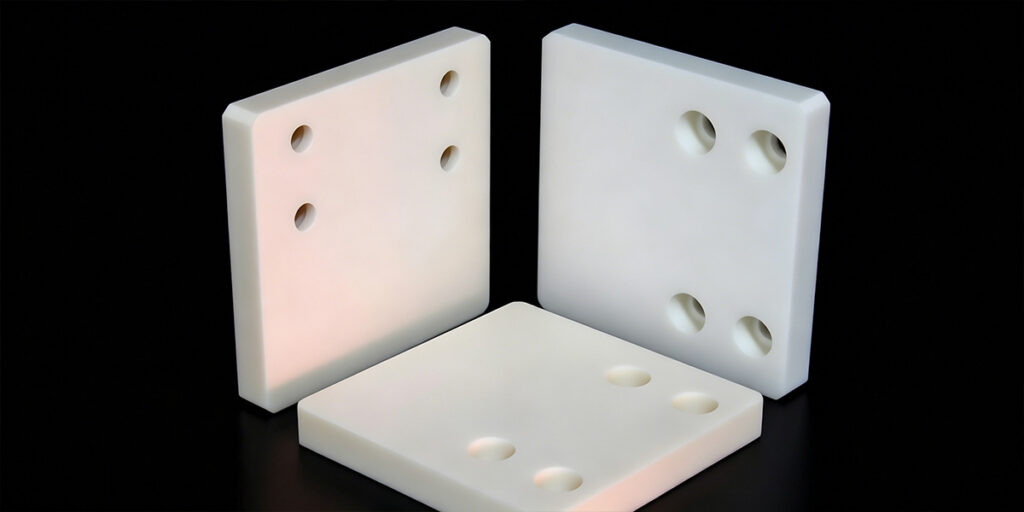
Alumina, or aluminum oxide (Al₂O₃), is one of the most widely used advanced ceramic materials in industrial manufacturing. In its fully sintered form, it appears in countless high-performance applications—from thin-film electronic substrates and LED heat sinks to wear-resistant pump liners and medical prosthetics.
The most common forms of alumina that require precision cutting include:
- Flat substrates and wafers (typically 0.25 mm to 1.0 mm thick) for semiconductor and microelectronics packaging.
- Solid rods and tubes used in high-temperature furnaces, chemical processing, and laser components.
- Thick plates and wear tiles for heavy industry, often exceeding 10 mm in thickness.
While alumina’s popularity stems from its extreme hardness and excellent electrical insulation, these same properties create a significant machining headache. The fundamental cutting challenge = hard + brittle.
The Hardness Problem
Alumina registers 9 on the Mohs hardness scale. To put that in perspective, hardened tool steel is around 7–8, and tungsten carbide is roughly 8.5. This means standard high-speed steel (HSS) or even carbide tooling will glaze over or wear out in seconds when attempting to cut alumina. Only diamond abrasives can effectively grind through the material.
The Brittleness Problem
Unlike ductile metals that deform plastically before failure, alumina exhibits almost zero plastic deformation. When cutting forces exceed the material’s fracture toughness—even by a small margin—the part chips at the edge or cracks catastrophically. This is especially common at the exit point of a cut, where the unsupported edge breaks away.
The Thermal Problem
Alumina has relatively poor thermal shock resistance. Friction from dry cutting generates intense localized heat. Without adequate coolant, this thermal gradient creates micro-cracks that may not be visible to the naked eye but will cause premature component failure under load.
In short: You cannot cut alumina with a standard saw. You must use diamond tools, keep the process cool, and control your feed rate meticulously. The following sections will show you exactly how.
Common Methods for Cutting Alumina
Selecting the right cutting technique for alumina requires careful evaluation of material thickness, required precision, production volume, and capital investment. The table below provides a comprehensive, side-by-side comparison of the primary and specialized industrial methods
| Cutting Method | Typical Thickness Range | Minimum Kerf Width | Edge Quality | Surface Finish (Ra) | Thermal Damage Risk | Chipping Tendency | Relative Equipment Cost | Relative Operating Cost | Best Suited For |
| Diamond Blade Sawing | ≤ 10 mm | 1.0 – 3.0 mm | Moderate | 0.8 – 1.6 μm | Low (wet) | High | Low | Low | Rough cutting of rods, tubes, and low-precision blanks |
| Laser Cutting | ≤ 1.5 mm | 0.1 – 0.3 mm | Good | 1.5 – 3.0 μm | Moderate to High | Low (edge) / High (HAZ micro-cracks) | Moderate | Moderate | High-speed profiling of thin electronic substrates; complex geometries |
| Waterjet Cutting (Abrasive) | ≤ 30 mm (up to 100 mm feasible) | 1.0 – 2.5 mm | Rough | 3.0 – 6.0 μm | None | Low | Moderate to High | Moderate | Thick plate rough-cutting; zero thermal stress applications |
| Diamond Wire Sawing | Universal (0.2 – 300+ mm) | 0.2 – 0.5 mm | Excellent | 0.1 – 0.5 μm | None | Very Low | High | Moderate | Precision slicing of high-value wafers, sapphire, SiC, and alumina substrates |
| ID Diamond Saw (Inside Diameter) | Rods ≤ 100 mm diameter | 0.3 – 0.5 mm | Very Good | 0.2 – 0.8 μm | Low | Low | High | Moderate | Slicing small-diameter crystals and ceramics into thin wafers |
| OD Diamond Saw (Dicing Saw) | ≤ 2 mm | 0.05 – 0.3 mm | Excellent | 0.1 – 0.5 μm | Low | Very Low | Moderate to High | Low to Moderate | Wafer dicing; high-precision singulation of microelectronic substrates |
| Diamond Scribing and Breaking | ≤ 1.0 mm | N/A (score line) | Good (along scribe path) | N/A | None | Minimal (clean break) | Very Low | Very Low | Straight-line singulation of thin ceramic substrates; high-volume production |
| Ultrasonic Machining | ≤ 5 mm (complex shapes) | Tool diameter dependent | Good | 0.4 – 0.8 μm | None | Low | High | Moderate to High | Drilling, cavity machining, and intricate 3D features in hard ceramics |
| Electrical Discharge Machining (EDM) | Not applicable | N/A | N/A | N/A | N/A | N/A | High | Moderate | Not suitable for alumina (requires electrically conductive material) |
| Abrasive Flow Machining | Any (edge finishing) | N/A | Very Good | 0.1 – 0.4 μm | None | None | High | Moderate | Post-cut edge deburring and polishing; not a primary cutting method |
Best Method for Cutting Alumina
There is no single “best” way to cut alumina. The right method is determined by the specific demands of your application—whether you prioritize speed, cost, or precision. Below is a practical guide to matching the method to the job.
Rough cutting thick plates (>10 mm)
For bulk material removal on heavy alumina plates, waterjet cutting is the most efficient option. It is a cold-cutting process that generates no thermal stress and handles thicknesses up to 30 mm or more. The trade-off is a rough, tapered edge that will require subsequent finishing. Always leave extra machining allowance for a final precision pass.
Simple straight cuts on rods or tubes (low precision)
If edge quality is not critical and the geometry is straightforward, a diamond blade saw is the most accessible and cost-effective choice. The equipment is inexpensive and widely available. However, the rigid blade introduces vibration that nearly always causes edge chipping. This method is best suited for rough blanks that will be ground to final size.
Thin substrates with complex profiles
For alumina sheets under 1.5 mm that require intricate shapes, laser cutting provides speed and flexibility. It excels at rapid prototyping and high-volume singulation. The critical limitation is the heat-affected zone (HAZ) , which can introduce micro-cracks that undermine long-term reliability in structural or electronic applications. Laser cutting is a viable option only when the thermal risk is acceptable.
High-value materials and high-precision applications
When cutting expensive materials—such as sapphire wafers, silicon carbide crystals, or high-purity alumina substrates—diamond wire sawing is the definitive choice. It delivers the narrowest kerf loss, a chip-free edge, and surface roughness below 0.5 μm Ra. Unlike other methods, diamond wire cutting protects both the material investment and the final part integrity. For applications where yield and precision are non-negotiable, it is not just the best method; it is the only method that consistently meets the most demanding specifications.

Key Factors That Affect Cutting Quality
Achieving a clean, chip-free cut in alumina is not a matter of luck. It is the result of carefully managing several interdependent variables. Neglecting any one of them can turn a high-value ceramic blank into scrap. Below are the critical factors that directly determine cut quality.
- Feed Speed
This is the rate at which the workpiece advances into the cutting tool. In alumina cutting, slower is almost always better. Excessive feed speed overloads the diamond abrasives and generates crushing forces rather than clean grinding action. The result is edge chipping, subsurface micro-cracks, and accelerated tool wear. For diamond wire sawing, feed rates typically range from 0.1 to 5 mm/min depending on material thickness and wire condition. - Cutting Speed
Defined as the linear velocity of the cutting surface—blade rim speed or wire loop speed. Insufficient cutting speed causes the diamond grit to rub rather than cut, generating friction heat and glazing the tool surface. Optimal cutting speed ensures each diamond particle takes a clean, shallow bite. For diamond wire, this typically falls between 10 and 60 m/s. - Cooling and Lubrication
Dry cutting alumina is a recipe for failure. Without adequate coolant—typically a water-based solution—friction heat builds rapidly, inducing thermal shock cracks and destroying the diamond bond matrix. Coolant serves three essential functions: heat removal, debris flushing, and lubrication of the diamond-material interface. - Tool Condition
A dull, glazed, or improperly dressed diamond tool will not cut; it will pound. Worn diamond grit increases cutting pressure exponentially, leading directly to edge breakout and part fracture. Regular inspection and timely replacement of diamond wire, blades, or bits are non-negotiable for consistent quality. - Material Thickness
Thicker cross-sections magnify every other variable. As thickness increases, coolant delivery to the cut zone becomes more difficult, debris evacuation slows, and the cutting tool experiences greater deflection forces. Expect to reduce feed speed and increase coolant flow proportionally with material thickness. - Workpiece Fixturing
Vibration is the enemy of brittle materials. Any movement or resonance in the fixturing setup translates directly into edge chipping. The workpiece must be rigidly clamped to a solid, vibration-damped machine bed. - Diamond Grit Size and Bond Type
Coarse grit removes material faster but leaves a rougher surface. Fine grit produces superior finishes but cuts more slowly. Similarly, metal-bonded diamonds offer long life for roughing, while resin-bonded tools provide a better finish on final passes. Matching the abrasive specification to the application is essential.

Best Practices: How to Prevent Chipping and Cracking
Chipping and cracking are the two most common failure modes when cutting alumina—and both are largely preventable. The difference between a perfect cut and a shattered workpiece often comes down to a handful of disciplined practices.
- Feed Rate Optimization: The most common mistake is forcing the cut to save time. With Alumina, “slower is often faster” because it avoids costly reworks. You should aim for a feed rate that allows the diamond abrasives to work without excessive mechanical load. If you notice “sparking” or hearing a high-pitched grinding sound, your feed rate is likely too high, increasing the risk of exit-side chipping.
- Maintain Constant Tension: If you are using diamond wire technology, tension is your best friend. Inconsistent tension leads to “wire wandering” or vibration, which creates micro-fractures along the cut path. Using a machine with an automatic tensioning system ensures the wire stays rigid and true, resulting in a straight cut and a significantly smoother surface finish.
- Strategic Edge Chamfering: One of the most effective “insider” tips is to pre-process your entry and exit points. By lightly chamfering (beveling) the sharp edges of the Alumina block before starting the main cut, you reduce the stress concentration at the corners. This simple step drastically minimizes the chances of the material “snapping” or flaking as the tool breaks through the surface.
- Controlled “Soft Start” and “Soft End”: Treat the beginning and end of the cut with extra care. Reduce the feed rate by 30-50% during the first and last few millimeters of the process. This “soft entry” prevents impact shock, while the “soft exit” ensures the final sliver of material doesn’t break off prematurely under its own weight or tool pressure.
- Optimize Coolant Delivery: Don’t just “wet” the part—ensure the coolant is hitting the exact point of contact. High-pressure, directed cooling flushes away ceramic “slurry” (fine dust) which, if left in the cut, acts as an unwanted secondary abrasive that can cause friction heat and subsequent cracking.
Cost Factors in Alumina Cutting
Understanding the true cost of cutting alumina requires looking beyond the purchase price of the machine. In production environments, four factors drive the economics more than any other.
Tool Wear
Diamond tooling is not cheap. Cutting hard alumina consumes abrasives aggressively—whether it’s a diamond blade, wire, or grinding wheel. Aggressive feed rates may save minutes on the clock but can double or triple consumable costs per part. Monitoring tool life and replacing worn abrasives before they fail is essential to avoiding sudden downtime and scrapped workpieces.
Material Waste
This is the hidden cost that often dwarfs all others. A single cracked alumina substrate or chipped wafer represents not just lost material, but lost processing time, labor, and opportunity. Worse, a wide kerf width permanently removes valuable material from every single cut. Over thousands of parts, even an extra 0.5 mm of kerf loss translates into significantly fewer finished pieces per blank.
Machine Cost
Entry-level abrasive saws cost far less than precision diamond wire systems or industrial waterjets. However, a lower upfront investment often means higher operating costs, more frequent maintenance, and inferior cut quality. The right machine is the one that matches your required throughput and precision profile.
Labor and Efficiency
Faster cuts are not always cheaper cuts. Methods that require extensive post-processing—grinding away chipped edges, lapping rough surfaces—consume skilled labor hours that could be spent on the next job. A slightly slower, cleaner cut often delivers a lower total cost per finished part.

Recommended Solution for Industrial Alumina Cutting
Application Scenarios
- Semiconductor manufacturing: Singulation of alumina substrates, wafer dicing, and processing of ceramic packages where edge integrity directly impacts device reliability.
- Advanced ceramics: Cutting high-purity alumina tubes, rods, and plates for medical implants, aerospace components, and wear-resistant industrial liners.
- Precision components: Fabrication of laser bodies, optical mounts, and custom ceramic parts requiring tight dimensional tolerances and chip-free edges.
Widely Used Solution
For these demanding applications, diamond wire sawing has become the industry’s preferred cutting technology. Unlike blade sawing or laser methods, diamond wire cutting delivers a unique combination of minimal kerf loss, stress-free material removal, and exceptional surface finish. This makes it particularly well-suited for high-value materials where yield and precision are non-negotiable.
For manufacturers seeking a reliable, production-ready diamond wire cutting system, Zelatec offers a range of machines engineered specifically for advanced ceramics and semiconductor materials. Our equipment is designed to meet the rigorous demands of industrial alumina processing.
Interested in improving your alumina cutting yield? Contact Zelatec today to discuss your specific application requirements or to request a detailed specification sheet. Our engineering team is ready to help you identify the right cutting solution for your production environment.